Laser Hole Drilling Parameters
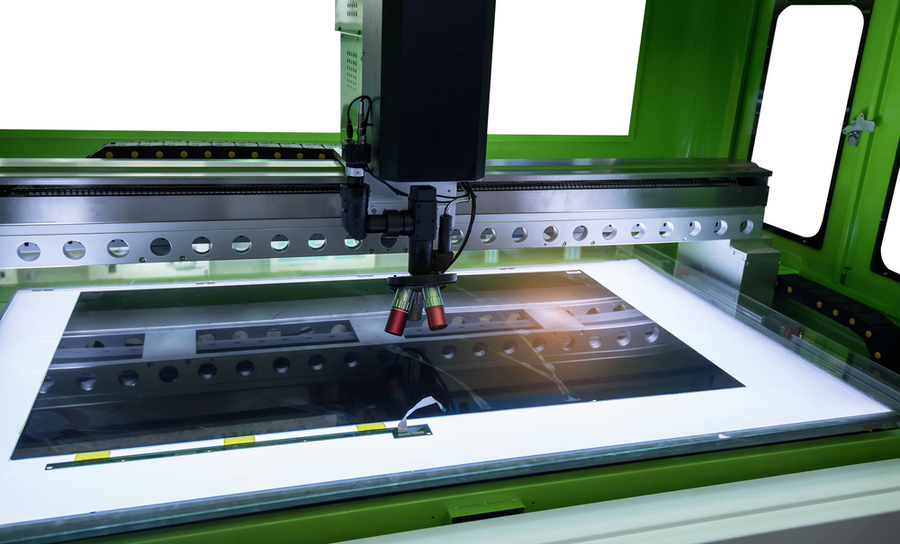
Laser Drilling Machinemfg

Laser Drilling Of Composite Material A Review Sciencedirect

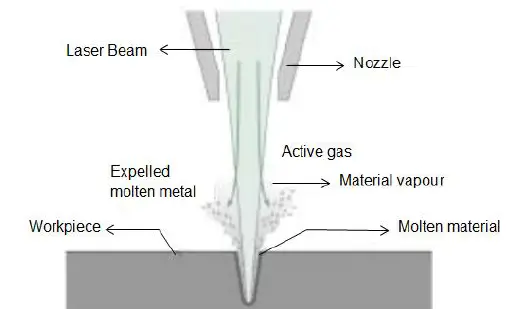
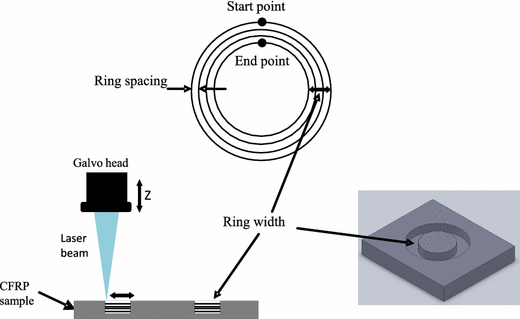
Schematic Diagram Of Laser Drilling Process 10 Download Scientific Diagram

Characteristics Of Hole Formation During Laser Drilling Of Sic Reinforced Aluminium Metal Matrix Composites Sciencedirect

Schematic Diagram Of A Laser Drilling Process Download Scientific Diagram

Laser Drilling An Overview Sciencedirect Topics
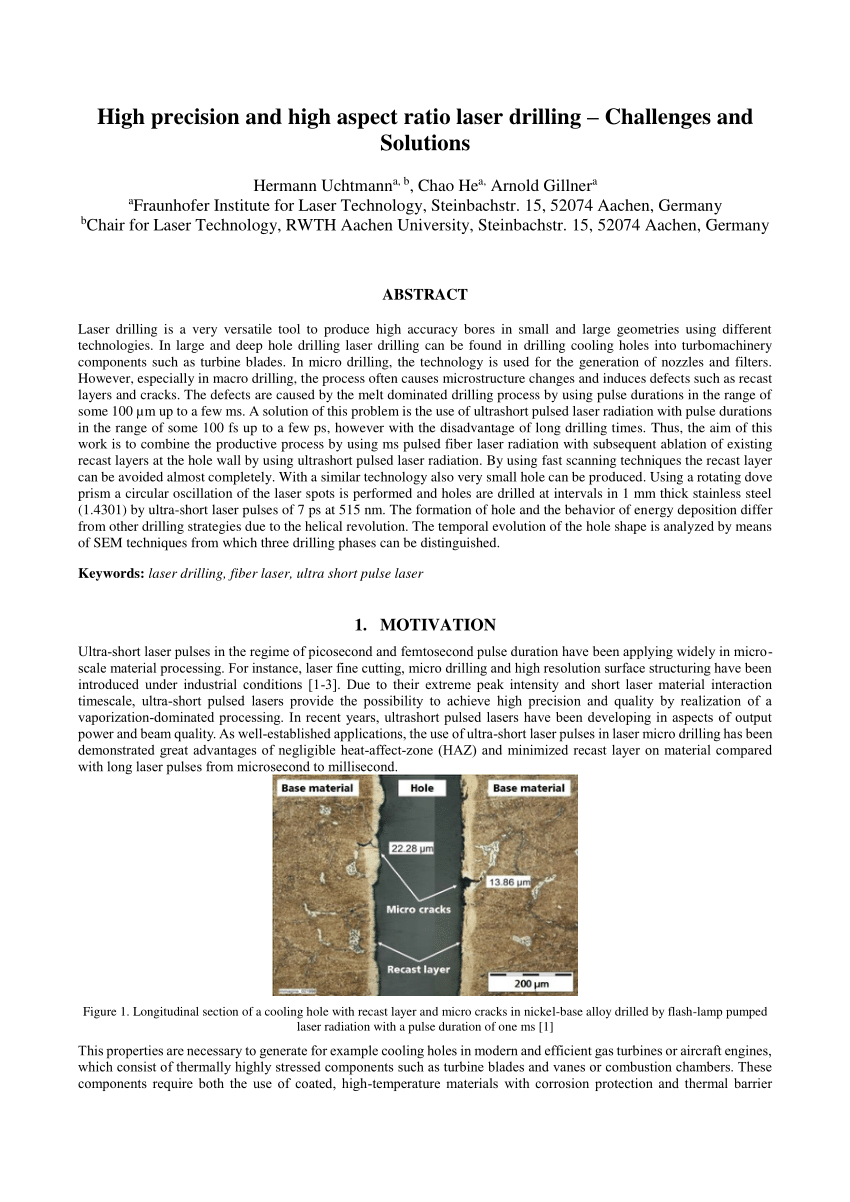
Internal form and taper and related geometrical features and the extent of heat affected materials.
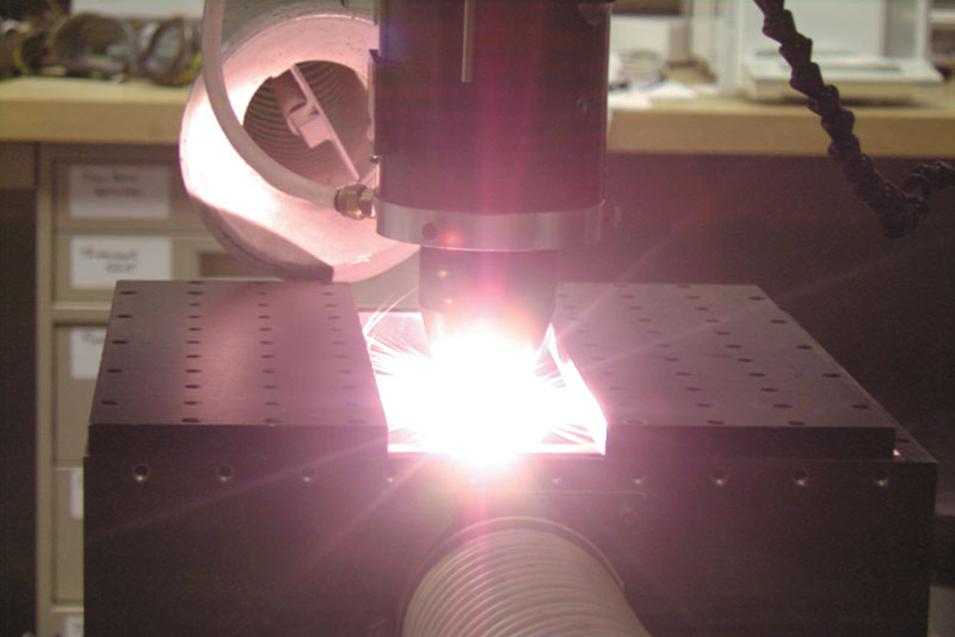
Laser hole drilling parameters. Cromachining parameters for optimization of shallow hole drilling. Laser drilling is the process of creating thru holes referred to as popped holes or percussion drilled holes by repeatedly pulsing focused laser energy on a material. Ghoreishi et al 9 analyzed optimization of effective fac tors in geometrical specifications of laser percussion. Such parameters as high accuracy drilling processing speed flexible hole shaping make laser micromachining technology the best choice for fuel injector nozzles production.
The optimum performance in laser drilling depends very much upon the proper selection of laser parameters as well as the physical properties of the workpiece material. Workshop of photonics continues the development of sapphire drilling techniques to meet our customers needs. Laser micro drilling describes the use of a laser to drill precise orifices in various materials. Multiple holes drilled in thick kapton with good result.
The effect of different process parameters in the optimization of the process is investigated. In the present research nd yag laser micro drilling of gamma titanium aluminide a new material which has performed well in laboratory tests as well as in different fields of engineering is studied. If larger holes are required the laser is moved around the circumference of the popped hole until the desired diameter is created. With an adaption of the laser parameters it is possible to produce bore holes.
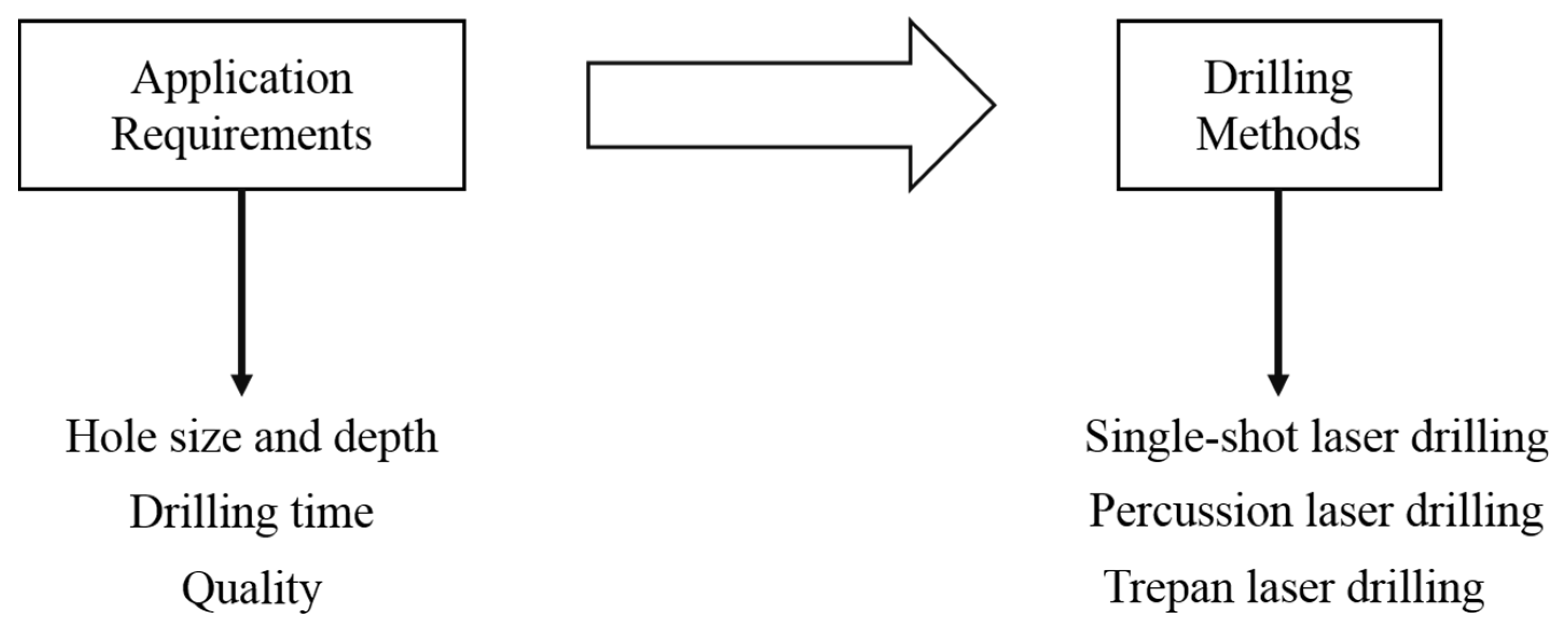
The aspects considered are the hole circularity at exit and the hole taper of the drilled hole. Naeem et al 8 developed laser percussion drill ing of aerospace materials using high peck power fiber de livered 1 amp pumped pulsed nd yag laser. Laser drilling of sapphire using femtosecond laser radiation is a unique processing technique enabling no cracks in hole peripheries accurate taper control and smooth wall finish. Laser hole drilling in thick kapton.
Multiple hole drilling through thick kapton with good round shape holes 250 um and 125 um diameters multiple hole drilling through thick kapton with good round shape holes 25 um diameter hole. In the case of drilling polymer materials especially polymer based medical devices where hole precision accuracy and quality are critical attributes the choice of machining technique is as important as the laser wavelength selection. Hole quality can be judged by. The anv laser team has extensive experience in laser drilling with the know how to precisely control all the parameters that are critical to achieving precise and predictable hole drilling results the quality of the laser beam wavelength intensity pulse duration and pulse repetition rate.
As a result evaporation of the material proceeds without the interim melting phase and any further corrections such as burrs and bulges elimination are not necessary.

A Laser Drilling Machining System And B Schematic Of Laser Machine Download Scientific Diagram

Configuration Of Laser Drilling Setup Download Scientific Diagram

Drilling With A Fiber Laser Laser Drilling Spi Lasers
Https Link Springer Com Content Pdf 10 1007 S00170 017 1481 9 Pdf

Drug Delivery Using Lasers To Drill Tablets Pharmaceutical Manufacturing

Excellent Machining With 4th Axis Edm Drilling Capability Used Cnc Machines Edm Drill
Laser Drilling Applications Ipg Photonics

How To Setup Your Full Spectrum Laser Water Cooling System Full Spectrum Laser Laser Cutter Engraver
Laser Drilling Becoming A Reality

Numerical Simulation Of Metal Removal In Laser Drilling Using Radial Point Interpolation Method Sciencedirect
Osa Dynamic Change Process Of A Recast Layer In Nd Yag Millisecond Laser Trepan Drilling
.jpg)
Thermal Analysis Of Laser Drilling Processes

4 Axis Cnc Router From Rapidcnc Machinery Cnc Router Wood Router Cnc Router For Sale

Rna Laser Drill Vision Inspection System Rna Automation

Drilling Of Micron Scale High Aspect Ratio Holes With Ultra Short Pulsed Lasers Critical Effects Of Focusing Lenses And Fluence On The Resulting Holes Morphology Sciencedirect

Pcb Drill Speed Controller Drill Speed Circuit
Https Link Springer Com Content Pdf 10 1007 S12541 017 0109 1 Pdf

Pin On Laser Cutting Machine
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrolrznkzk80vnaaztj9tjnnhk6d60uwlrwn4xtk1d4ht6ur9g Usqp Cau

Pdf Laser Trepanning For Industrial Applications

Lasers For Marking Http Www Spilasers Com Postcards Aspx Laser Solutions Plastic Tags

A Set Of Decorative Panels With Plants Vector Files The Etsy In 2020 Decorative Panels Decorative Metal Sheets Outdoor Privacy Panels

Schematic Diagram Of Nd Yag Laser Drilling System 5 Download Scientific Diagram

Pulsed Nd Yag Laser Beam Drilling A Review Sciencedirect
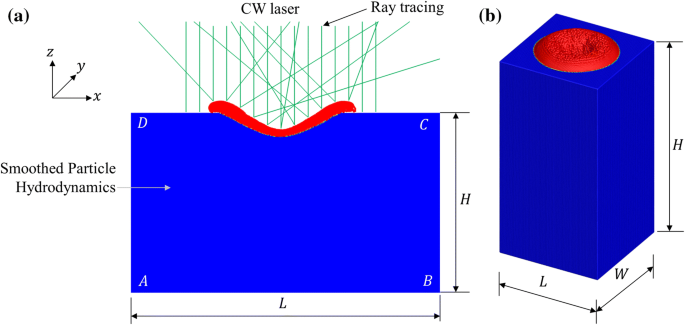
Simulations Of Deep Drilling Of Metals By Continuous Wave Lasers Using Combined Smoothed Particle Hydrodynamics And Ray Tracing Methods Springerlink

Legend Inkjet Printer Py300d For Sale High Definition Printing Characters Strong Adhesion Legendinkjetprinter Inkjet Printer Inkjet Printer

Dog Hole Bushings Woodworking Techniques Learn Woodworking Woodworking Crafts

Dual Beam Laser Drilling Process For Thick Carbon Fiber Reinforced Plastic Composites Plates Sciencedirect

Sketch Of Excimer Laser Mask Projection Setup For Parallel Drilling Download Scientific Diagram

Ajan Cnc Drilling And Milling Contact Us For More Details Http Ajancnc Com En Us Index Php Cnc

Mach3 Laser Control Upgrade J Tech Photonics Inc Laser Etching Cnc Software Hobby Cnc
High Power Picosecond Laser Drilling Machining Of Carbon Fibre Reinforced Polymer Cfrp Composites Springerlink

Laser Drilling Gfh Gmbh

Investigation Of Effect Of Co2 Laser Parameters On Drilling Characteristics Of Rocks Encountered During Mining Sciencedirect
Laser Drilling Microvias And Stub Removal In Pcbs Pcb Design Blog Altium

Power Tools Punch Locator Drill Guide Sleeve Cabinet Hardware Jig Template Wood Drilling Dowelling For Ins Woodworking Kits Used Woodworking Tools Drill Guide

94 Transferring Hole Locations Using Gauge Pins Match Holes For Drilling Youtube Drill Holes Gauges

Effects Of Ultrasonic Assistance On Microhole Drilling Based On Nd Yag Laser Trepanning Sciencedirect

20pcs 42x29 6cm A3 Inyeccion De Tinta De Laser De Impresion De Pelicula Transparente Plate Making Screen P Screen Printing St Kitts And Nevis Picture Engraving

Pin By Pickett Oilfield Llc On Oilfield Drill Oil Gas
Energies Free Full Text Experimental Investigation Of Productivity Specific Energy Consumption And Hole Quality In Single Pulse Percussion And Trepanning Drilling Of In 718 Superalloy Html

Pdf Review On Laser Drilling I Fundamentals Modeling And Simulation

A Numerical Approach For A Comparative Study Of Laser Drilling Process Under Single And Repetitive Pulse Sukumar 2019 Heat Transfer 8212 Asian Research Wiley Online Library