Laser Welding Aluminum 6061
Joining Aluminum With Laser

Laser Welding Aluminum 6061 Copper
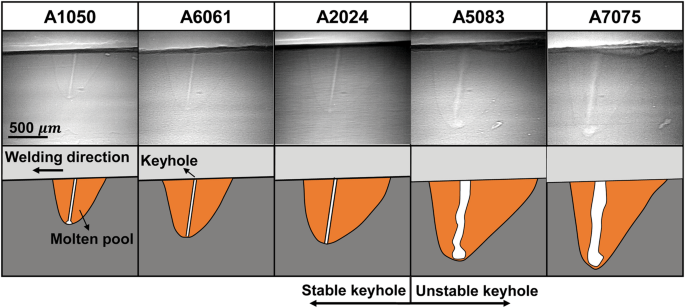
Effect Of Alloy Element On Weld Pool Dynamics In Laser Welding Of Aluminum Alloys Scientific Reports
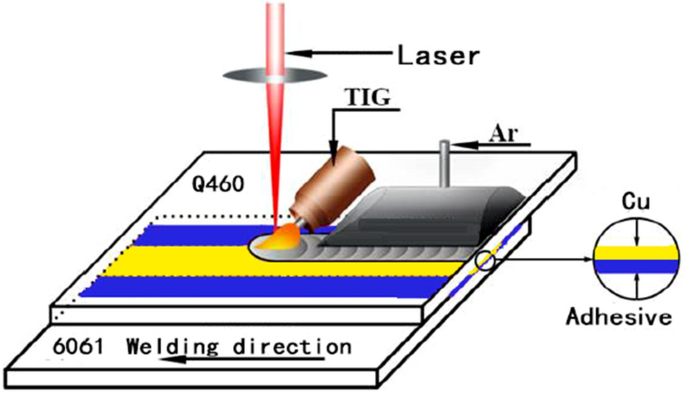
Effect Of Adhesive On Laser Arc Hybrid Welding Of Aluminum Alloy To High Strength Steel Joint Springerlink

Pulse Shaping Investigations Prima Power Laserdyne

Pdf Effect Of Laser Welding Parameters On 6061 Aluminium Alloy Semantic Scholar

Fuerschbach on the weldability composition and hardness of pulsed and continuous nd yag laser welds in aluminium alloys 6061 5456 and 5086.
Laser welding aluminum 6061. The cover of a trumpf truflow laser resonator being laser welded in a laser welding cell in our farmington ct production facility. The beam source is a trum. There are several different types of lasers that work well with aluminum and often the use of a cover gas is prudent. The results demonstrate that the selected optimization process parameters are laser power 6 x2009 kw welding.
Both are acceptable for welding 6061 t6 but each has advantages and disadvantages depending on the application. The welding process microstructure and the corrosion properties of welding joints are examined. The effect of laser welding parameters surface cleaning filler wire addition and backing strip on quality of laser welded joints was clarified using. Tib 2 particles were added into the lap joint.
Common aluminum problems questions and answers. 1 thermal conductivity 2 surface reflectivity to infrared and near infrared laser radiation and 3 characteristics of the molten alloy including low viscosity and volatility of low boiling point alloying elements e g. In this paper dissimilar metal joints of 6061 aluminum alloy and aluminum matrix composite material are investigated by laser welding. I need to weld aluminum base alloy 6061 t6.
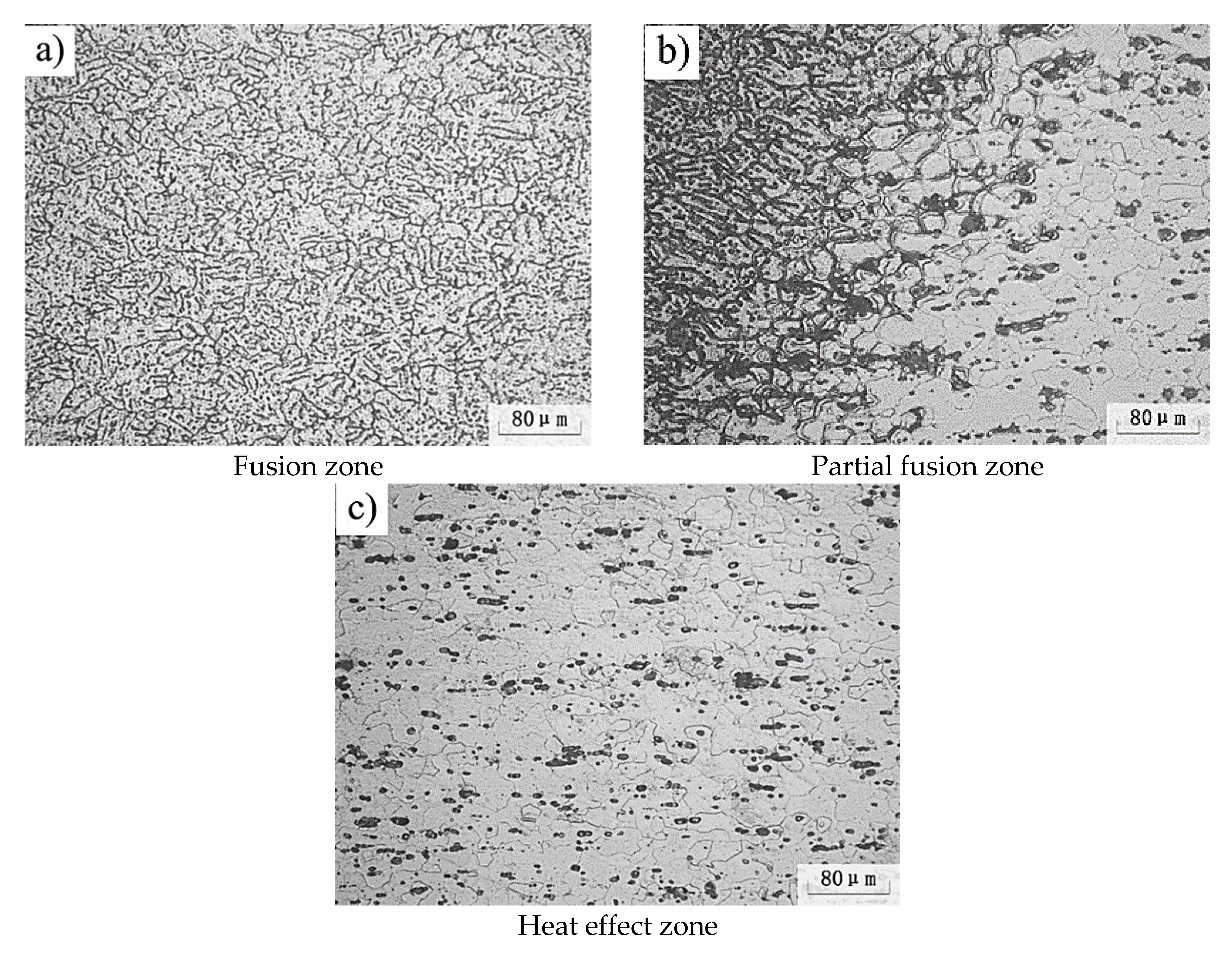
Laser and electron beam welding of al alloys. Metallurgical transactions b 1988. The base alloy type in the question may vary but in essence the question remains the same. The present investigation was mainly concerned with characteristics of autogeneous laser butt welding of 2 x2009 mm thickness nonheat treatableaa5052 h12 aa5083 h12 and 2 x2009 mm 3 x2009 mm thickness heat treatableaa6061 t6aluminum alloys.
Peak power pulse duration pulse energy pulse repetition rate. What filler alloy should i use for welding this base material. However aluminum poses difficulty in welding because of three main properties. Laser welding of 6061 t6 crack sensitive aluminium based alloy with pulse shaping pulsed laser material processing requires the optimization of many parameters depending on the thermo physical properties of the material the environment laser and its process parameters i e.
Laser conduction welding lcw 10 6 w cm 2 is comparatively stable and may offer an alternative means of welding traditionally difficult materials such as aluminum alloys. Advances in laser keyhole welding and investigations into its accompanying difficulties are well documented in the literature. Which filler wire is best for welding 6061 t6 aluminum 5356 or 4043. An aluminum alloy containing 5 percent magnesium 5356 generally is stronger and more ductile than 4043.

Unlocking Aluminum Welding Welding Productivity
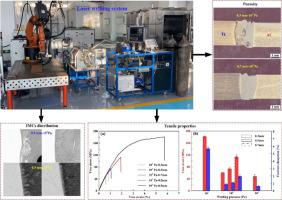
Metals Free Full Text Research On Laser Tig Hybrid Welding Of 6061 T6 Aluminum Alloys Joint And Post Heat Treatment Html

Comparative Assessment Of Dendrite Growth And Microstructure Predictions During Laser Welding Of Al 6061 Via 2d And 3d Phase Field Models Sciencedirect
Pdf Laser Beam Welding Of Aa5052 Aa5083 And Aa6061 Aluminum Alloys
Https Www Barber Nichols Com Wp Content Uploads 2019 11 Effects Of Select Parameters On Electron Beam Welding Of Al6061 T6 Alloy Pdf

Fabrication Of Bi Layer Pmma And Aluminum 6061 T6 Laminates By Laser Transmission Welding Performance Prediction And Optimization Sciencedirect

Microstructural Porosity And Mechanical Properties Of Lap Joint Laser Welding For 5182 And 6061 Dissimilar Aluminum Alloys Under Different Place Configurations Sciencedirect
Pdf Seam Gap Bridging Of Laser Based Processes For The Welding Of Aluminium Sheets For Industrial Applications
Pdf Laser Welding Of Light Metal Alloys Aluminium And Titanium Alloys

Pdf Dissimilar Metals Laser Welding Between Dp1000 Steel And Aluminum Alloy 1050

Hand Held Laser Welding Machine For Aluminium Youtube

How To Tig Weld Aluminum 6061 Com Fabrication Video Series 6061 Tig Button Tigbutton Youtube Tips Tricks Welding Welding Welding Projects Welding Aluminum

Aluminum Workshop Preheating Aluminum
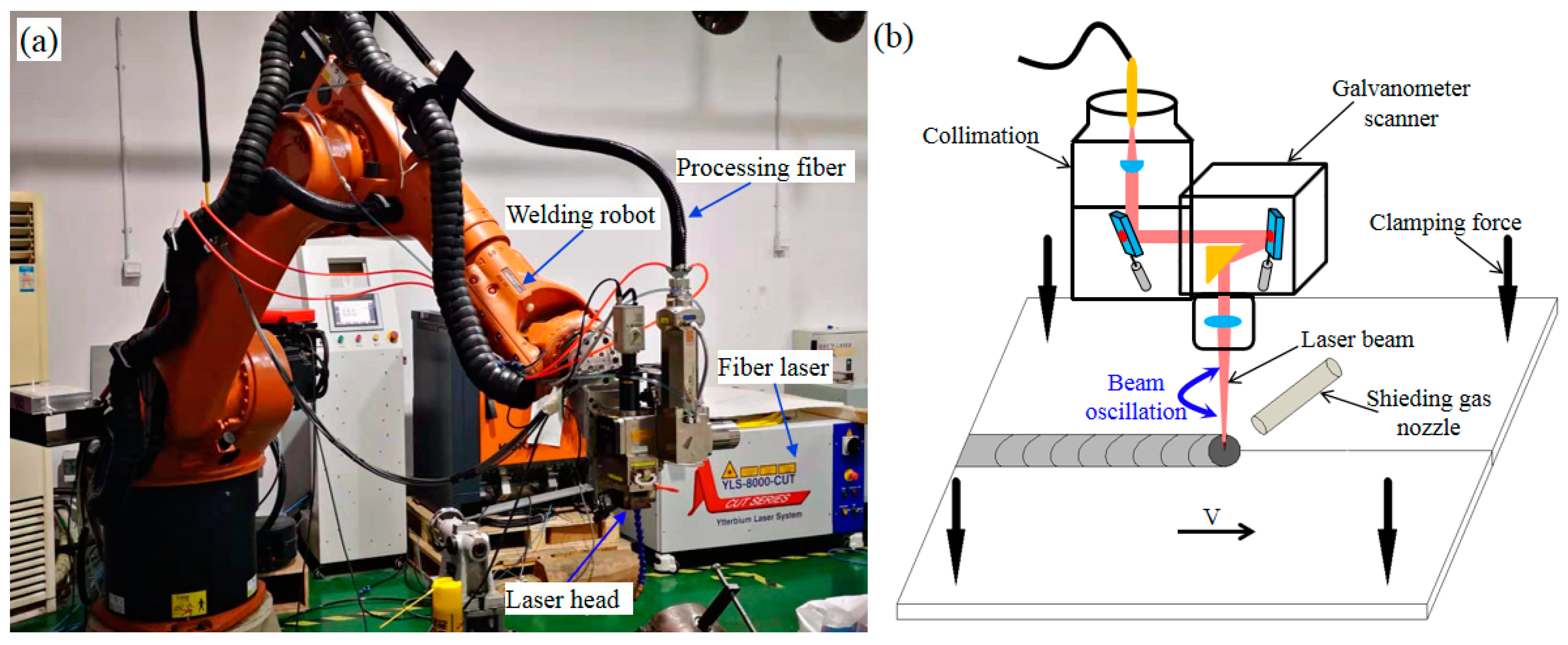
Applied Sciences Free Full Text Microstructure And Mechanical Properties Of Fiber Laser Welding Of Aluminum Alloy With Beam Oscillation Html

Table 2 From Laser Welding Of Dissimilar Aluminium Alloys With Filler Materials Semantic Scholar

Effect Of Beam Oscillating Pattern On Weld Characterization Of Laser Welding Of Aa6061 T6 Aluminum Alloy Sciencedirect

Photographs Of Bubble Behaviour During Laser Welding Of Sus 304 Steel Download Scientific Diagram
Pdf Single Pass Laser Cold Wire Welding Of Thick Section Aa6061 T6 Aluminum Alloy

Copper Aluminum Welding With Fiber Lasers Welding Dissimilar Metals Youtube
Autogenous Laser Welding Of Aluminum
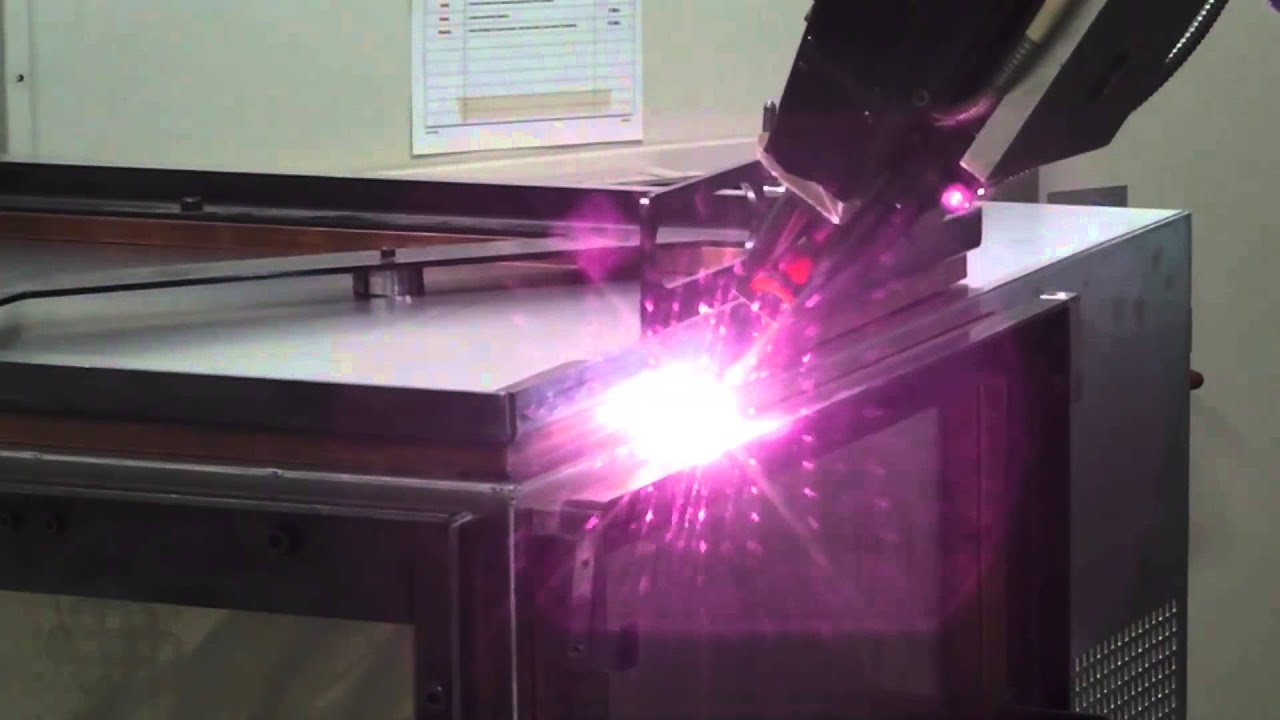
Laser Welding Of Aluminum At Trumpf Youtube

Study On Pulsed Laser Welding Of Az31b Mg And 6061 Al Alloys Using Cu Interlayer Iopscience

Pdf Characterisation Of Electron Beam Welded Aluminium Alloys
T4j2hjy Azi9km
The Formation Of Keyhole Profile During Laser Welding Under 10 3 Pa Download Scientific Diagram
Pdf Prediction Of Solidification Cracking In Pulsed Laser Welding Of 2024 Aluminum Alloy
Pdf Effect Of Beam Wobbling On Laser Welding Of Aluminum And Magnesium Alloy With Nickel Interlayer

How To Tig Weld Aluminum 6061 Com Fabrication Video Series 6061 Tig Button Tigbutton Youtube Tips Tricks Weldi Welding And Fabrication Welding Aluminum Welding
Tig Welding Aluminum Fabrication Online Instruction 6061 Com Soudure Soudure Arc

High Power Fiber Laser Welding With Filler Material

5052 Vs 6061 Aluminum Properties Yield Strength Differences Of 5052 H32 Vs 6061 T6 Welding Aluminum Aluminum Metal Working
Pdf Review On Experimental Study Of Nd Yag Laser Beam Welding With A Focus On Aluminium Metal Matrix Composites

2020 The Best Handled Fiber Laser Welding Machine For Steel Aluminum Brass Etc Metal Youtube
Pdf Hybrid Laser Arc Welding Of Aa6061 T6 Butt Joints

Fig S1 Schematic Of The Top And Cross Section Views Of Keyhole And Download Scientific Diagram
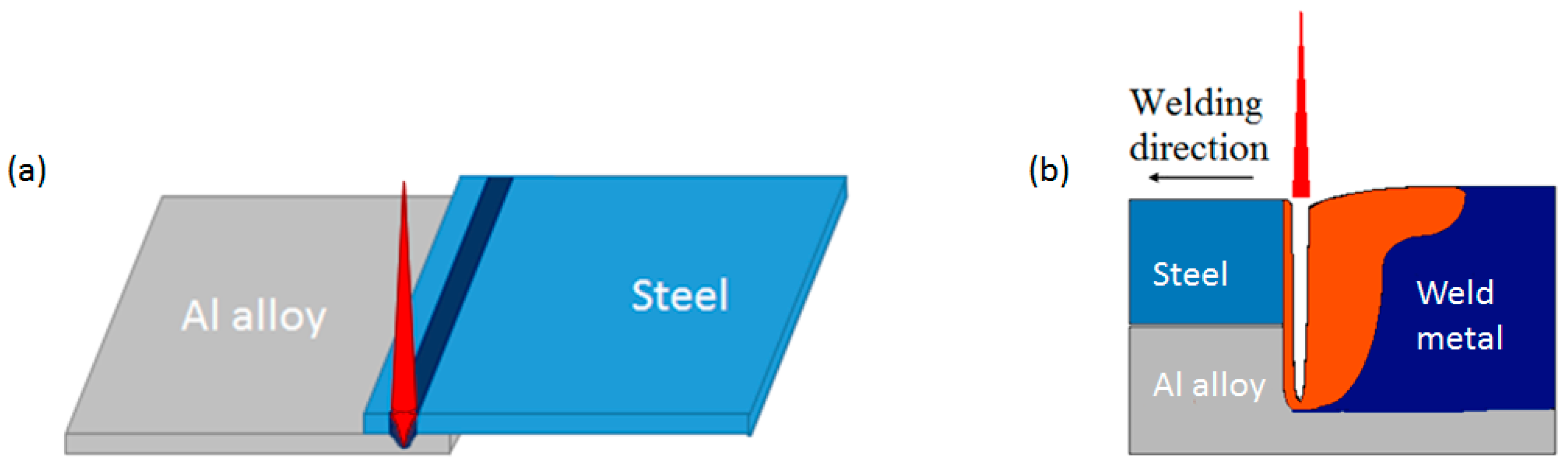
Metals Free Full Text Review Of Aluminum To Steel Welding Technologies For Car Body Applications Html

Pdf Improved Microstructure And Properties Of 6061 Aluminum Alloy Weldments Using A Double Sided Arc Welding Process Semantic Scholar
Hardness Profiles Of 6005 And 6082 Welds With Different Filler Wires Download Scientific Diagram
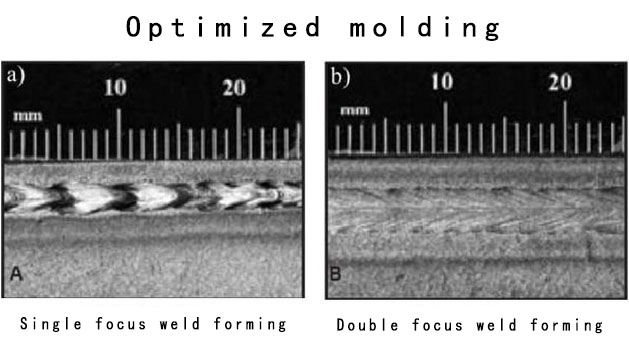
Laser Dual Focus Welding Technology And Equipment Sharing Tips E Team Photonics Co Ltd
Http Files Aws Org Wj Supplement Wj 1999 06 S202 Pdf
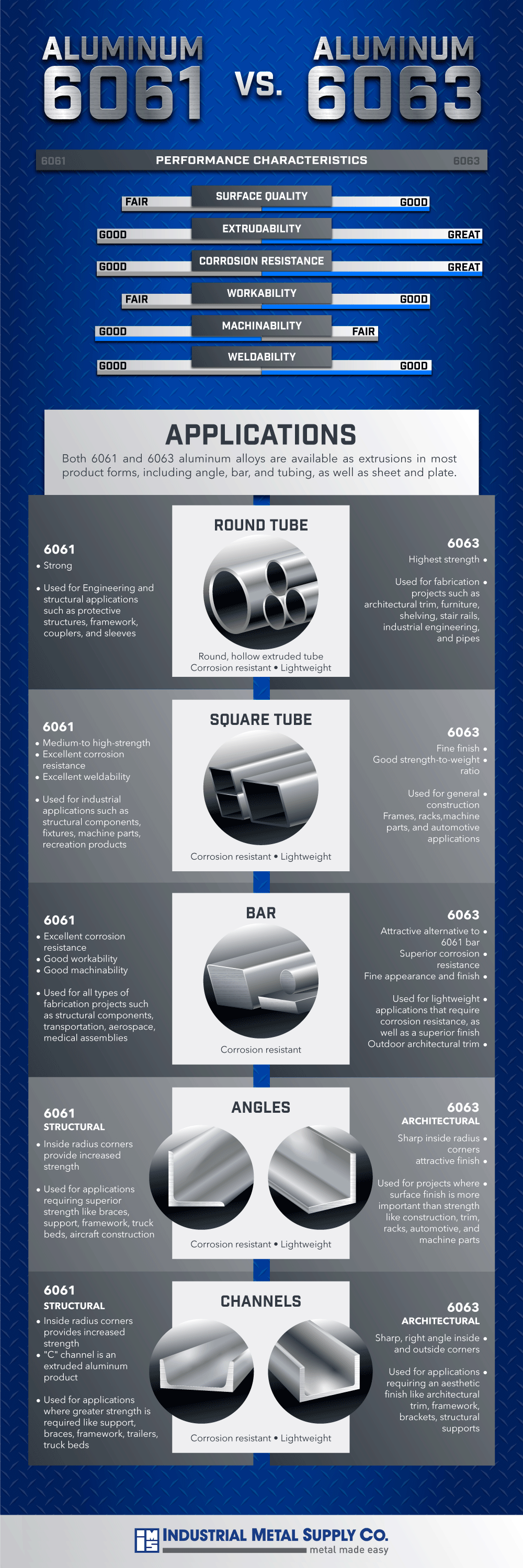
Aluminum 6061 Vs Aluminum 6063 Industrial Metal Supply

Tig Welding Aluminum Fabrication Online Instruction 6061 Com In 2020 Welding Aluminum Tig Welding Aluminum Aluminum Fabrication

Aluminum Weld Welds Welding 6061 Com Aluminum Fabrication Air To Water Intercooler Welding Aluminum Aluminum Fabrication Tig Welding